
焊接基本功:第一次焊就上手
掌握 5 大關鍵步驟
想焊出漂亮又穩固的焊點嗎?其實秘訣就在於「乾淨接點+正確溫度+適量焊錫」。只要掌握以下幾個核心步驟,搭配合適的工具,新手也能順利完成焊接作業。
一、焊接五大核心步驟,一次就上手
焊接看起來有很多細節要注意,但其實只要跟著正確的流程走,成功率滿高的。以下是從準備到完成的五個關鍵步驟,以及實用的小工具推薦:
-
預熱烙鐵
先把電烙鐵加熱到適合的工作溫度。現在主流多使用無鉛焊錫,建議溫度設定在 350–370 °C 左右,溫度夠,焊錫的流動性才會好。如果使用的是溫控焊台,可以直接設定數值;若是一般筆式,插電後稍等幾分鐘即可。
-
清潔烙鐵頭
烙鐵頭乾淨,導熱才會快。輕輕把烙鐵頭表面的黑色氧化物和舊錫擦掉,讓它恢復金屬光澤。實務上滿推薦使用黃銅絲清潔球,它比較不會像傳統的濕海綿那樣讓烙鐵頭瞬間降溫,清理起來也很俐落。
-
預上錫 (吃錫)
為了讓熱量傳得快又均勻,在正式焊接之前,先讓烙鐵頭和接點稍微「吃」上一層薄薄的錫。這個小動作可以幫助熱量順利傳導到整個接點,是很多老手都會做的小撇步。
-
加熱接點與送錫
這是最關鍵的一步。將烙鐵頭同時碰觸電路板的焊盤 (Pad) 和零件的接腳,稍微停留 1-2 秒加熱。接著,把錫線送到「零件接腳與焊盤的交界處」(注意:不是直接把錫送到烙鐵頭上),讓焊錫因為高溫自動熔化,並順著熱源包覆整個接點。
-
移除烙鐵並冷卻
當看到焊錫量足夠且均勻包覆後,先拿開錫線,接著迅速移開烙鐵。讓焊點在室溫下自然冷卻凝固。請避免用嘴吹氣或去搖晃零件,這樣會讓焊點內部結構變脆弱,形成所謂的「冷焊」。
二、三大常見焊接 NG 與修正方法
新手練習時難免會遇到一些小狀況,不過別擔心,這些都是可以靠工具救回來的。以下整理了三種最常見的焊接狀況跟處理方式:
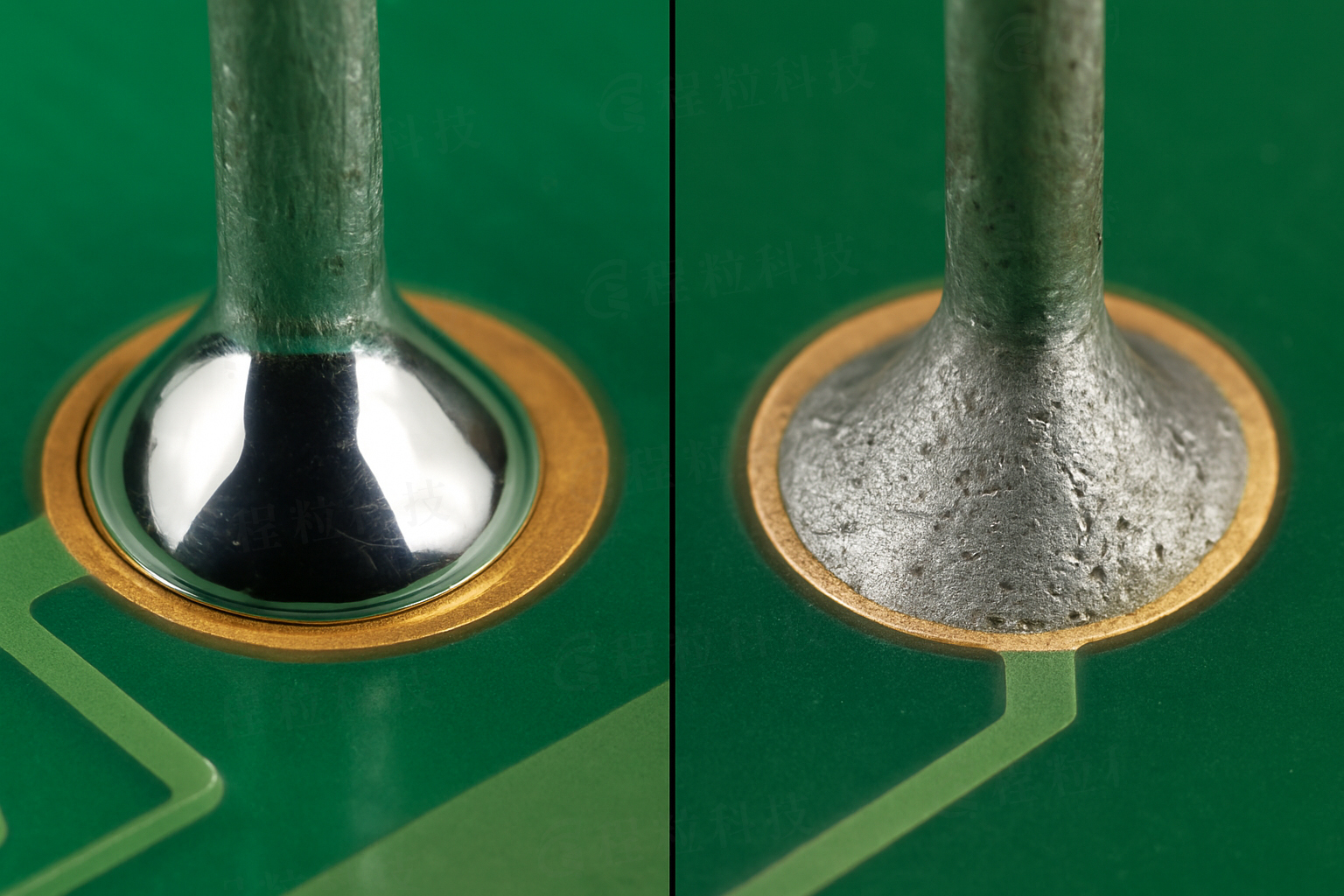
1. 冷焊 / 焊點霧霧的沒光澤
狀況描述: 焊點表面看起來霧霧的、有點粗糙,或者變成不規則的形狀,沒有漂亮的金屬光澤。
可能原因: 烙鐵溫度不夠、加熱時間太短,或者是焊錫還沒完全凝固前,就不小心動到了零件。
修正方法: 在焊點上補一點助焊劑跟新的錫,然後用烙鐵重新加熱,讓焊錫再次熔化流動。等表面變亮之後再移開烙鐵,讓它自然冷卻就好。
2. 錫球滾來滾去 (吃錫不良)
狀況描述: 焊錫沒辦法順利附著在焊盤或零件腳上,反而變成一顆顆的錫球滑來滑去。
可能原因: 焊盤或零件腳上面有油汙、灰塵,或是表面已經氧化,導致焊錫抓不住。
修正方法: 先用酒精把要焊的地方擦乾淨。焊接前,在接點塗一點點助焊劑,它可以有效去除表面的氧化層,幫助焊錫順利附著上去。
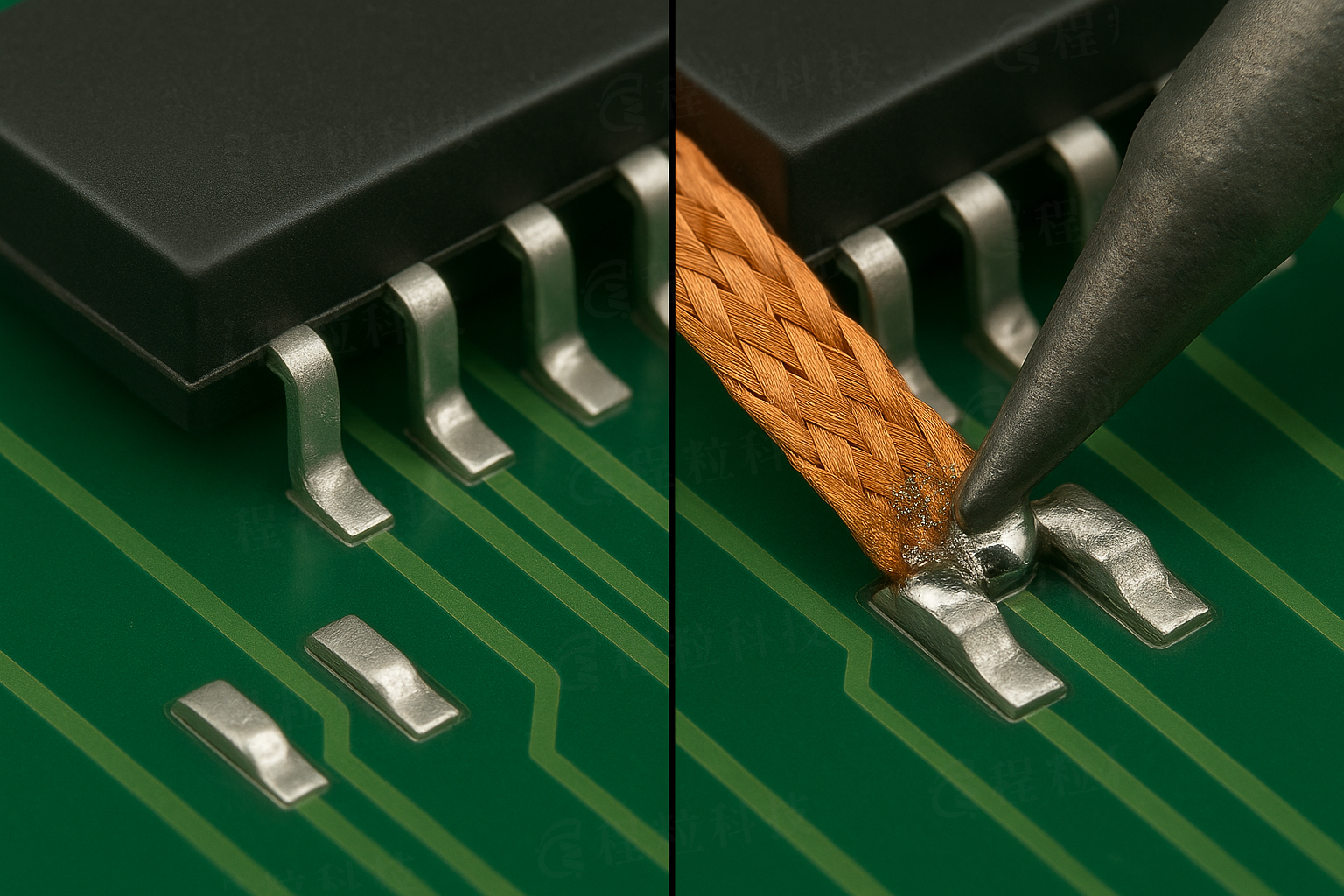
3. 焊橋 (短路)
狀況描述: 焊點太密集的時候,不小心上了太多錫,把原本不該連在一起的接點給黏成一團了,通電後會造成短路。
可能原因: 錫線送得太多,或是烙鐵頭移開的角度不對,不小心把錫拖過去了。
修正方法: 這時候就需要出動除錫工具了。可以用手動吸錫器把大塊的錫吸走;或者拿一段除錫編織帶 (吸錫線) 蓋在短路的地方,再用烙鐵隔著編織帶加熱,多餘的焊錫就會被吸進銅線裡,非常方便。
博士的實務小提醒:助焊膏與吸錫線是好幫手
剛開始練習焊接時,滿推薦大家順手帶上一小罐「助焊劑(膏)」跟一捲「吸錫線」。遇到稍微氧化、比較難上錫的接點,塗一點助焊劑就能迎刃而解;不小心焊太多發生短路時,用吸錫線吸掉重來就好。準備好這兩樣實用的小配件,能大幅降低過程中的挫折感喔!

三、焊接新手常見問答 (FAQ)
A:把握一個大原則:「看焊點大小來決定」。如果要處理很精密的貼片元件或細小的接點,選 0.5–0.6 mm 的規格會比較好控制;一般日常的電子零件或線材對接,選 0.8 mm 最為萬用;如果是要焊比較粗的電源線或大端子,就可以用到 1.0 mm 或更粗的錫線來確保供錫量。
A:其實不一定。因為現在市面上多數的產品都是「有芯焊錫線」,它的中心本身就含有助焊劑了。但如果您發現接點有點舊、有氧化痕跡,或者要做大面積的拖焊時,額外塗一點助焊劑會非常有幫助。記得用量適中就好,焊完後如果覺得表面黏黏的,再用少許酒精擦拭清潔即可。
監控博士:您的專業網路與監控解決方案夥伴
無論您是想為居家添購智能設備,或是企業客戶需要客製化的監控系統解決方案,監控博士都能滿足您的需求!






 購物車
購物車